Overcoming limits in vertical conveying ContiTech’s POCKETLIFT® has the answer
Space-saving, environmentally friendly and efficient: this is POCKETLIFT® from the ContiTech Conveyor Belt Group. In terms of conveying height and capacity, this conveyor system is the most advanced continuous conveying technology for the vertical transportation of bulk materials.With unlimited heights through modular arrangement of the conveyors and capacities of up to 6,000 metric tonnes per hour,
POCKETLIFT® sets new standards in continuous vertical conveying With this performance,POCKETLIFT® isperfectfor conveying materials in underground mine shafts and allows cost-effective and efficient mining operations, as shown in the American White County Coal (WCC) Mine in Carmi, Illinois, USA.
WCC was the world's first mining company to use the trend- setting technology for vertical conveying in its own mine. Even today, it still operates the world's largest POCKETLIFT® installation. The company chose POCKETLIFT® because it helped to double the conveying output in the mine without the need to sink a conveyance shaft with standard dimensions. Instead, the new shaft measures merely 3.7 metres in diameter. Consequently new coal deposits could be accessed and transported without making large-scale investments or taking up a lot of space. The company has been using POCKETLIFT® for around a decade now, and the technology has proven itself in daily use. Since 2002, the system has transported over 38 million metric tonnes of coal to the surface and has impressed people with its clear benefits versus a traditional skip hoist system.
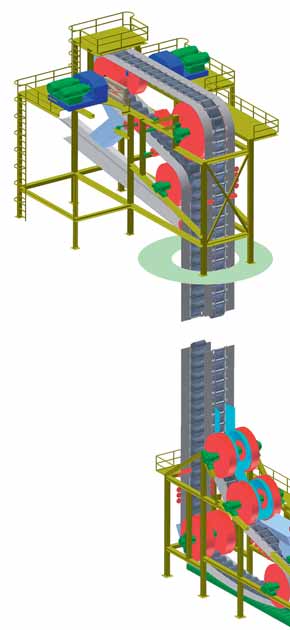
The compact structure of POCKETLIFT® makes it an especially attractive proposition for the mining industry. While other transportation systems like skip hoist are made entirely from steel, the POCKETLIFT® conveyor is much more lightweight. The system comprises two narrow steel-cord belts that are connected by rigid triangular cross bars.These cross bars also have a guiding function. The material is transported in fabric-reinforced rubber pockets that are bolted to the middle of the cross bars. The pockets can be installed and removed individually. This structure makes POCKETLIFT® much more compact than conventional conveyor systems and therefore ideal for handling materials in mining shafts. Thanks to the minimal space required in the vertical section, the system can also be used with very small shaft diameters. “This criterion offers an immense advantage for underground mining,” says Friedhelm Litz, Innovative Products manager at the ContiTech Conveyor Belt Group. “In many cases, even an existing ventilation shaft can be used. This helps to reduce construction costs”. Another advantage for system operators: POCKETLIFT® saves energy and, in turn, money too. Compared with conventional conveying systems, POCKETLIFT® needs a lower drive power. Skip hoist systems need to accelerate the materials to high speeds. This results in power peaks and therefore in higher investments for energy supply. The POCKETLIFT® system is different. Due to the continuous mass flow less drive energy is necessary. The costs per metric tonne of bulk material conveyed are well below the average — energy consumption per metric tonne and 100 metres of lift height stays below 0.3kWh. This allows mine operators to save on energy supply. Thanks to low noise emissions, the conveyor system has a much smaller impact on the environment than other products.
With its properties, POCKETLIFT® is a systematic enhancement of the tried-and-tested FLEXOWELL® technology. FLEXOWELL® conveyor systems are designed for horizontal, high-incline and vertical transport of bulk materials of all kinds – from coarse coal and ore, rock, granular sand or fertilizer through to grain. The material transported can vary from ultra- fine, floury matter to chunks up to around 400mm in size. As with POCKETLIFT®, the advantages for system operators lie in the low space requirements and fewer material transfer points as well as in the lower energy requirement and environmentally friendly handling.
A SUCCESS STORY IS CONTINUED
Every POCKETLIFT® is a custom design, specially tailored to the application in question. For WCC, ContiTech — in collaboration with its long-standing US partner FKC- Ltd. — has created a solution with a lifting height of 276 metres. This system is around a quarter of a kilometre in height and transports up to 1,815 metric tonnes an hour. With 782 pockets, the conveyor belt has a total weight of around 100 metric tonnes and so is extremely lightweight compared with conventional shaft conveyor systems. “Thanks to the POCKETLIFT® technology, the head gear of the shaft could be reduced to a minimum,” explains Litz.
Even after more than a decade,WCC is still very happy with the POCKETLIFT® technology. The company has already renewed the system. “After conveying 30.5 million metric tonnes with the first conveyor belt over almost nine years, the system was due for replacement,” says Chris Russell, the responsible mining engineer at the White County Coal Mine. Not only is replacing a conveyor belt a highly complex logistical task but it also entails downtime for the mine, so it is essential that it can be replaced as quickly as possible. This is another area where POCKETLIFT® scores. Thanks to its easy handling and excellent planning, the replacement of the belt in the White County Coal Mine took one week less than originally scheduled. As a result, POCKETLIFT® gave the customer,WCC, yet another reason to stick with this conveyor system in the future.
In the meantime, many other mine operators have become aware of the benefits of POCKETLIFT®. In addition to projects already completed in underground gypsum mining in Russia, ContiTech is also in discussion with other mine operators. “The greatest challenge at present is how to transport coal through a height difference of 1,000 metres. For this, we are intending to place two POCKETLIFT® systems on top of each other,” says Litz. “And, I'm sure that POCKETLIFT® is up to this challenge”.
With sales of around €33.3 billion in 2013, Continental is among the leading automotive suppliers worldwide. As a supplier of brake systems, systems and components for powertrains and chassis, instrumentation, infotainment solutions, vehicle electronics, tires and technical elastomers, Continental contributes to enhanced driving safety and global climate protection. Continental is also an expert partner in networked automobile communication. Continental currently employs around 182,000 people in 49 countries.
The ContiTech division numbers among the leading suppliers of a host of technical rubber products and is a specialist for plastics technology. The division develops and produces functional parts, components and systems for the automotive industry and other important industries. ContiTech currently has a workforce of approximately 29,700 employees. In 2013 it recorded sales of about €3.9 billion.